
M175-240
The HDG M150-240 makes cutting-edge technology available in a lower power range.
-
Inside view of the boiler

1
2
3
4
5
6
7
8
9
10
11
12
13
14
1 - 4-chamber rotary feeder with cut connection2 - Stoker screw with dosing container3 - Primary air fan4 - Secondary air fan5 - Automatic ignition with overfill protection6 - 2-zone stepping grate7 - Lower grate ash removal8 - Integrated central ash removal system9 - Secondary and tertiary air supply10 - Safety heat exchanger11 - Heat exchanger with automatic cleaning system12 - Lambda sensor13 - Flue gas fan with negative pressure control14 - Supply and return connections -
Technical data

M150
M175
M200
M240
Nominal thermal power (kW) 150 175 200 240
(220 at continuous load)Minimum thermal power (kW) 51,3 52 60 72 Flue gas temperature at nominal thermal power (°C) 160 165 180 195 Flue gas mass flow at nominal thermal power* (kg/s) 0,116 0,116/0,104 0,131/0,118 0,156/0,139 Water capacity (l) 515 515 515 515 Operating pressure (bar) 6 6 6 6 Flue draught requirement (Pa)** 5 5 5 5 Maximum flow temperature (°C) 100 100 100 100 Flue gas pipe connection (mm) 250 250 250 280 Dimensions and weight
M150
M175
M200
M240
Height without attachments (mm) 1832 1832 1832 1832 Width without attachments (mm) 2395 2395 2395 2395 Depth without attachments (mm) 1101 1101 1101 1101 Weight (kg) 2555 2555 2555 2555 * In the case of two specifications, the first refers to wood chip operation, the second to pellet operation.
** In conjunction with flue gas fan and negative pressure control.



High-volume technology in a small format
With the HDG M150-240 wood chip and pellet boiler, HDG is making innovative cutting-edge technology available for the first time in the power range from 150 to 240 kW, setting new standards in efficiency, reliability and convenience. Highlights are the fully integrated fine dust filter, the automatic and complete cleaning including the unique lower grate ash removal as well as the combustion chamber geometry developed together with the Fraunhofer Institute for efficiencies of up to 94 percent!
In short: The HDG M150-240 brings the proven cutting-edge technology of the more powerful HDG M300-400 into the medium power range for the first time.
Combustion chamber temperature sensor
The combustion chamber temperature sensor provides the information for controlling the amount of material, ignition and, above all, the primary air supply. This is needed for pre-drying and outgassing of the fuel and provides the main air for combustion.
Lambda sensor
The lambda sensor measures the residual oxygen following combustion and therefore determines the values for the secondary and tertiary air. Both are admixed with the combustion gases at different times and therefore guarantee extremely clean combustion with the highest levels of efficiency.
Flue gas fan with negative pressure control
The speed-controlled flue gas fan is controlled by a negative pressure control and ensures a constant negative pressure in the combustion chamber. Fluctuating fuel properties and unfavourable flue conditions are therefore effectively compensated.

Maximum efficiency and low emissions
The geometry of the combustion chamber was developed together with the Fraunhofer Institute. The core of this is the integrated centrifugal separator with downstream slowdown and depressurising zone. Due to a 180° deflection, dust is already separated in the combustion chamber. Furthermore, the combustion control takes control right from the start phase and therefore guarantees almost smoke-free combustion.

Forced-flow heat exchanger
The layered flow of the heat exchanger optimises the heat transfer and guarantees maximum levels of efficiency. All heat exchanger surfaces are cleaned fully automatically, whereby the maintenance effort is reduced to a minimum.

Extremely clean and quiet
In normal operation, the combustion of the HDG M150-240 runs at low volume and, thanks to the integrated central ash removal system with the new and unique lower grate ash removal system for the removal of the combustion ash as well as the fully automatic cleaning of all heat exchanger surface areas, the heating system virtually cleans itself. In addition, numerous ash removal systems are available for all requirement profiles.
Video of the HDG M150-240 with Vario feeding system
Find out how easy it is to heat with the HDG and experience our flexible wood chip boilers as used by our customers.
Use the entire tree with HDG!
Until now, burning wood chips from branches, treetops and thinning wood has been difficult. Things are different with HDG: Thanks to the integrated fine dust separator, thinning and top wood can now also be used without hesitation.
The advantages:
- Use of high-ash fuels from forest residues
- Electrostatic separator guarantees lowest fine dust values – from heating up to burn-out
- Complete integration in the boiler with low space requirement
- Fully automatic cleaning system of the electrode and separator surfaces
- Integrated filter ash removal of all residues into the ash container

Fine dust particles flow through the exhaust duct with the exhaust air. A high-voltage electrode is used to release electrons
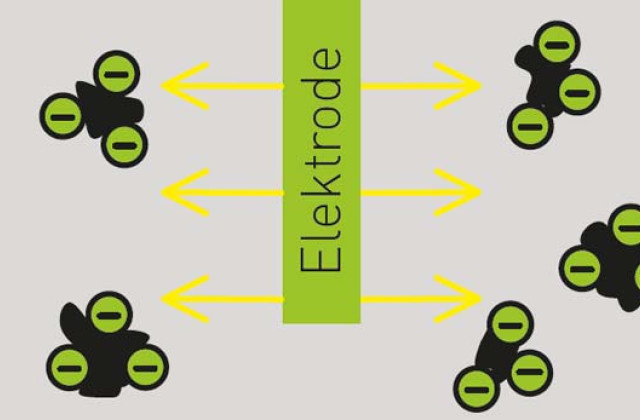
Electrostatic forces move the electrons to the chimney wall. In doing so, the fine-dust particles are charged and also moved to the wall.

The fine dust collects on the wall and clumps into coarse flakes. These deposits are removed by the automatic cleaning system.

Absolute control
PLC combustion technology and system control with HDG Control
For control, we rely on the combination of PLC control and the new HDG Control::
PLC combustion technology
- Continuous determination of reference variables via combustion chamber temperature sensor and lambda sensor
- Constant adjustment of the optimum air and fuel quantity
- Capacity control according to strict specifications ("QM heating plants")
- Open for extensions (Mod-Bus, etc.)

HDG Control
- Integration of external heat sources, solar thermal systems, accumulators, heating circuits, mains pumps, domestic hot water preparation, etc.
- Control of cascade systems and local heating networks
- On request: Full web access and app for iOS and Android
From the warehouse to the boiler
Flexible delivery system and feeding technology for every area of application
A sophisticated delivery and feeding system is crucial for the safe and reliable operation of an automatic wood heating system. With clever innovations, the new HDG Vario system sets standards here.

- Cut-Connection: Huge transfer opening between the auger and the rotary feeder reliably prevents material blockages
- 4-chamber rotary feeder: Combines absolute back burn protection with minimum component stress due to low friction surfaces
- Stoker auger with dosing container: The fuel dosage via light barrier guarantees an even material supply and constant output even with different fill levels in the warehouse
In addition, with several delivery systems for wood chips (flexi blade delivery system, hinged arm delivery system, walking floor delivery system, etc.) and pellets (suction system, auger), solutions are also available for fuel transport for every application.
Out of the boiler – into the bin
The right ash removal solution for every area of application
Depending on the area of application, various ash containers can be used. We work together with you to plan an individual solution.
- 80 litre ash box: Ideal for pellet operation and in confined spaces
- 230 litre ash box with Euro interface: Ideal for agricultural enterprises. Can be transported using the front loader.
- 120 or 240 litre ash bin: Ideal if the ashes are disposed of by a disposal company.
- 400 litre dump body: Large volume for industrial use. Can be transported using the forklift truck.